 English
English русский
русский Deutsch
Deutsch 中文简体
中文简体 +86-15861061878
+86-15861061878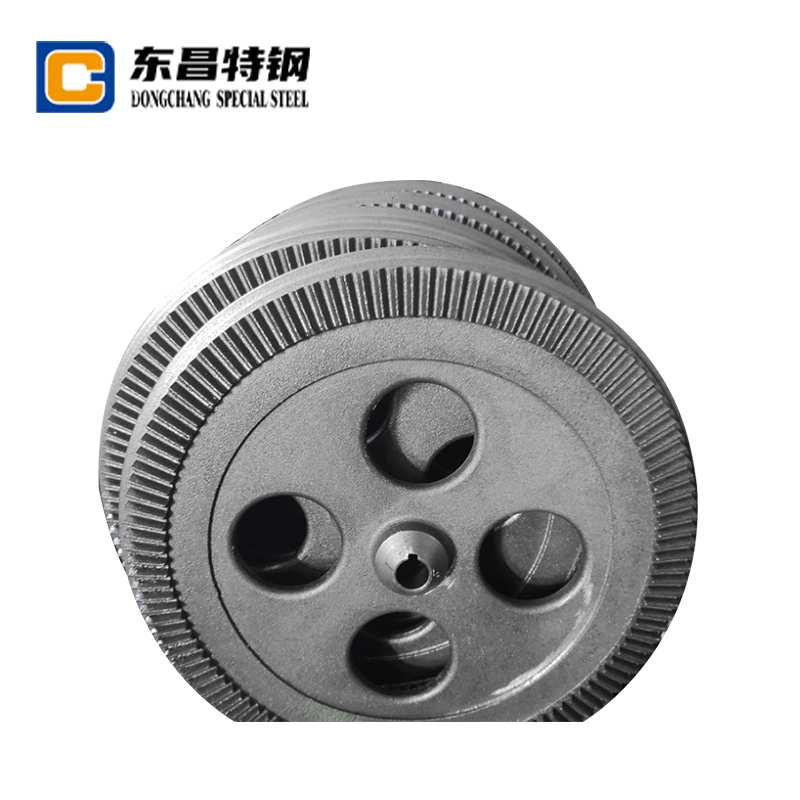






Xinghua Dongchang Alloy Steel Co., Ltd (formerly known as Xinghua Dongchang Alloy Steel Plant) is a manufacturer of China steel and alloy utility castings products. We were established in August 2006 and are located in the National Torch Plan China Alloy Steel Casting Base.
Alloy steel material tray castings are critical components used in industries requiring high durability, temperature resistance, and mechanical strength. Despite advanced casting techniques, defects can occur due to variations in raw materials, molten metal handling, mold design, and cooling processes. Understanding these defects and implementing robust quality control measures is essential to prevent failures, reduce costs, and ensure consistent performance. Comprehensive analysis and proactive prevention strategies are vital for industries such as heat treatment, heavy machinery, and chemical processing, where tray castings operate under extreme conditions.
Common Defect Types and Their Causes
Defects in alloy steel tray castings often originate from multiple stages of the casting process, including melting, pouring, solidification, and post-processing. A deep understanding of defect mechanisms is essential to develop effective prevention strategies. Identifying the root causes enables engineers to implement corrective actions and optimize both process and material selection for high-quality castings.
Gas Porosity and Shrinkage
Gas porosity and shrinkage are among the most frequent defects in alloy steel material tray castings. Gas porosity occurs when gas is trapped within the metal during solidification, creating voids that weaken the structure. Shrinkage defects arise due to uneven contraction as molten metal cools, often in thicker sections.
- Causes of Gas Porosity:
- Excessive dissolved gases in the molten metal
- Poor venting of mold cavities
- Moisture in mold or core materials
- Causes of Shrinkage:
- Uneven cooling and solidification rates
- Inadequate riser placement
- Excessively thick sections
| Defect | Main Cause | Impact |
| Gas Porosity | Trapped gas, poor venting | Reduces mechanical strength |
| Shrinkage | Uneven cooling, thick sections | Creates internal voids |
Cold Shuts and Misruns
Cold shuts and misruns result from improper metal flow during pouring. Cold shuts occur when two streams of metal fail to fuse, forming weak joints. Misruns happen when molten metal solidifies prematurely, leaving sections unfilled. These defects are particularly critical in alloy steel tray castings for heavy-duty applications.
- Causes of Cold Shuts:
- Low pouring temperature
- Slow mold filling
- Inadequate gating system
- Causes of Misruns:
- Insufficient molten metal volume
- Excessive mold temperature
- Poor design of narrow sections
| Defect | Main Cause | Impact |
| Cold Shut | Poor fusion of metal streams | Weak structural joints |
| Misrun | Incomplete mold filling | Partial casting failure |
Inclusions and Cracks
Inclusions and cracks are serious defects that compromise alloy steel tray castings. Inclusions are foreign materials trapped in the metal, while cracks can occur due to thermal stress, mechanical stress, or improper handling after solidification. Controlling these defects ensures structural integrity and prevents failure under heavy load or high-temperature conditions.
- Causes of Inclusions:
- Contaminated raw materials
- Slag or dross in molten metal
- Insufficient filtration during pouring
- Causes of Cracks:
- Rapid cooling rates
- Residual stress from machining or handling
- Poor heat treatment practices
| Defect | Main Cause | Impact |
| Inclusion | Foreign materials | Reduces strength and durability |
| Cracks | Thermal/mechanical stress | May lead to catastrophic failure |
Quality Control Key Stages
Quality control for alloy steel material tray castings involves systematic monitoring of every stage, from raw materials to final inspection. Proper quality assurance ensures consistency, reduces scrap rates, and improves overall mechanical properties, crucial for heavy-duty and high-temperature applications.
Raw Material and Melting Process Control
High-quality alloy steel and controlled melting parameters are the foundation of defect-free castings. Maintaining optimal temperature, chemical composition, and cleanliness of molten metal prevents the introduction of gases and inclusions.
- Selection of high-grade alloy steels
- Strict control of melting temperature and holding time
- Use of degassing and filtration techniques
Mold Design and Pouring Optimization
Effective mold design and precise pouring parameters minimize turbulence, cold shuts, and misruns. Proper gating, venting, and riser design ensure uniform filling and controlled solidification.
- Optimized gating system for uniform metal flow
- Strategic riser placement to reduce shrinkage
- Temperature-controlled molds to prevent thermal shocks
Heat Treatment and Post-Processing Control
Heat treatment processes such as annealing, normalizing, quenching, and tempering relieve residual stress, refine grain structure, and enhance toughness. Controlled post-processing prevents cracks and improves dimensional accuracy.
- Use of annealing to reduce internal stress
- Normalizing to refine microstructure
- Tempering for improved toughness and ductility
Defect Prevention Strategies and Technology
Preventing defects in alloy steel tray castings requires integration of advanced technology, process simulation, and rigorous quality management. Proactive strategies help identify potential defects before production, saving costs and ensuring reliability.
Advanced Inspection Techniques
Non-destructive testing (NDT) techniques, such as ultrasonic testing, radiography, and dye penetrant inspection, detect internal and surface defects without damaging the casting, ensuring quality compliance.
- Ultrasonic testing for internal voids
- X-ray radiography for inclusions
- Dye penetrant for surface cracks
Process Simulation and Optimization
Computer-aided casting simulation allows engineers to predict defect formation, optimize gating systems, and refine cooling rates before production, reducing trial-and-error costs.
- Simulation of metal flow and solidification
- Optimization of mold and riser design
- Prediction of shrinkage and porosity zones
Quality Management Systems
Implementing a robust quality management system, including ISO standards, audits, and continuous improvement, ensures consistent high-quality production and process standardization.
- Regular quality audits
- Process documentation and tracking
- Continuous improvement based on defect analysis
FAQ
What are the most common defects in alloy steel tray castings?
Gas porosity, shrinkage, cold shuts, misruns, inclusions, and cracks are the most common defects. Each defect can significantly reduce mechanical performance if not controlled.
How is quality control implemented in alloy steel material tray castings?
Quality control involves raw material selection, controlled melting, optimized mold design, precise pouring, heat treatment, and advanced inspection techniques to ensure defect-free production.
What advanced technologies prevent defects in castings?
Non-destructive testing, computer simulation of casting processes, and structured quality management systems are the most effective technologies for preventing defects and ensuring reliability.
